FICHA
TECNICA NORLEX
Nombre
corto: N046FI99.
Legislación: Federal.
Fuente: D.O.F.
Emite: SECOFI.
Fecha
de publicación:
24 de agosto de 1999.
Fecha
de entrada en vigor:
23 de octubre de 1999.
Modificaciones:
Fecha de
publicación Fecha de entrada
en vigor
15 de
noviembre de 2001 14 de enero de
2002
Reformas:
Numerales 8.1; 8.2; 8.3 y 8.4.
Nota (1)24 de
agosto de 1999: La presente Norma sustituye el
Anteproyecto de Norma Oficial Mexicana NOM-046-SCFI-1999, Instrumentos de
Medición-Cintas Métricas de acero y Flexómetros,
REFERENCIAS
Para la correcta aplicación de esta norma, se deben
consultar las siguientes normas:
NOM-008-SCFI-1993 Sistema General de Unidades de
Medida, publicada en el Diario Oficial
de la
Federación el día 14 de octubre de 1993.
NMX-B-119-1983-SCFI Industria Siderúrgica - Dureza
Rockwell y Rockwell superficial en productos de
hierro
y acero-Método de prueba. Declaratoria de vigencia publicada en el
Diario Oficial de la Federación el día 13 de junio de 1983.
NMX-Z-012/2-1987-SCFI Muestreo para la inspección por
atributos - Parte 2: Métodos de muestreo,
tablas
y gráficas. Declaratoria de vigencia publicada en el Diario Oficial de la
Federación el día 28 de octubre de 1987.
CONSIDERANDO
Que es responsabilidad del Gobierno
Federal procurar las medidas que sean necesarias para garantizar que los
instrumentos de medicion que se comercialicen en el territorio nacional sean
seguros y exactos, con el propósito de que no representen peligro para sus
usuarios y los consumidores y que presten un servicio adecuado conforme a sus
cualidades metrológicas, cuando sean utilizados en transacciones comerciales y
en las determinaciones para la protección de la salud, el medio ambiente y
demás actividades donde se requiera de la medicion;
Que con fecha 10 de diciembre de 1998 el
Comité Consultivo Nacional de Normalizacion de Seguridad al Usuario,
Informacion Comercial y Prácticas de Comercio, aprobó el Anteproyecto de Norma
Oficial Mexicana NOM-046-SCFI-1999, Instrumentos de medicion-Cintas métricas de
acero y flexómetros, para ser publicado para consulta pública en el Diario Oficial de la Federacion, lo
cual tuvo lugar el día 18 de enero de 1999.
Que durante el plazo de 60 días
naturales, contado a partir de la mencionada fecha de publicacion de dicho
proyecto de norma oficial mexicana, la manifestacion de impacto regulatorio, a
que se refiere el artículo 45 de la Ley Federal sobre Metrología y
Normalizacion, estuvo a disposicion del público para su consulta;
Que dentro del mismo plazo, los
interesados presentaron sus comentarios al proyecto de norma, los cuales fueron
analizados por el Comité Consultivo Nacional de Normalizacion de Seguridad al
Usuario, Información Comercial y Prácticas de Comercio, realizándose las
modificaciones procedentes;
Que con fecha 27 de mayo de 1999 el
Comité Consultivo Nacional de Normalizacion de Seguridad al Usuario,
Información Comercial y Prácticas de Comercio, aprobó el proyecto de NOM de que
se trata a fin de que fuese publicado en forma definitiva y, que en tal virtud,
el Presidente de dicho Comité Consultivo ordenó su publicación en el Diario Oficial de la Federación;
Que la Ley
Federal sobre Metrología y Normalización establece que las normas oficiales
mexicanas se constituyen como el instrumento idóneo para la prosecución de
estos objetivos, se expide la siguiente: Norma Oficial Mexicana
NOM-046-SCFI-1999, Instrumentos de medición-Cintas métricas de acero y
flexómetros (esta Norma cancela la NOM-046-SCFI-1994)
Para estos efectos, esta Norma Oficial
Mexicana entrará en vigor 60 días naturales después de su publicación en el Diario Oficial de la Federación.
Para aquellos instrumentos de medición
que hayan obtenido un certificado de conformidad o aprobación de modelo o
prototipo con anterioridad a la entrada en vigor de esta NOM, dicho certificado
o aprobación será válido en los términos en que fue otorgado.
NORMA OFICIAL
MEXICANA NOM-046-SCFI-1999, INSTRUMENTOS DE MEDICION-CINTAS METRICAS DE ACERO Y
FLEXOMETROS (ESTA NORMA CANCELA A LA NOM-046-SCFI-1994)
PREFACIO
En la elaboración de la presente Norma
Oficial Mexicana participaron las siguientes empresas e instituciones:
- ADELANTE,
S.A. DE C.V.
- ASOCIACION
NACIONAL DE FABRICANTES DE HERRAMIENTAS
- CAMARA
DE COMERCIO DE LA CIUDAD DE MEXICO
- CAMARA
NACIONAL DE LA INDUSTRIA DE LA TRANSFORMACION
- CENTRO
DE INVESTIGACION Y DESARROLLO EN INGENIERIA
- CENTRO
NACIONAL DE METROLOGIA
- DIRECCION
GENERAL DE NORMAS
DIRECCION DE
CERTIFICACION
- DISSTON
Co. DE MEXICO, S.A. DE C.V.
- HERRAMIENTAS
ATIZAPAN, S.A.
- HERRAMIENTAS
DE PRECISION SANDERS, S.A.
- HERRAMIENTAS
STANLEY, S.A. DE C.V.
- HERRAMIENTAS
TRUPER, S.A. DE C.V.
CONTROL DE
CALIDAD
- MITUTOYO
MEXICANA, S.A. DE C.V.
ASESORIA
TECNICA
- METALINSPEC,
S.A. DE C.V.
- METROMEX,
S.A. DE C.V.
PRODUCCION
- METROTECNIA
- NICHOLSON
MEXICANA, S.A. DE C.V.
- OSCAR
CADENA, S.A. DE C.V.
- PROCURADURIA
FEDERAL DEL CONSUMIDOR
- SERVICAL,
S.A.
- SPRUCE, S.A.
DE C.V.
- UNIVERSIDAD
NACIONAL AUTONOMA DE MEXICO
CENTRO DE
INSTRUMENTOS
1.
Objetivo y campo de aplicación
Esta Norma Oficial Mexicana establece las
especificaciones y métodos de prueba para las cintas métricas de acero y
flexómetros, usadas para medir magnitudes lineales.
2.
Referencias
Esta Norma Oficial Mexicana se
complementa con las siguientes norma oficial mexicana y normas mexicanas
vigentes o las que las sustituyan:
NOM-008-SCFI-1993 Sistema General de Unidades de Medida,
publicada en el Diario Oficial de la Federación
el día 14 de octubre de 1993.
NMX-B-119-1983-SCFI Industria Siderúrgica - Dureza Rockwell y
Rockwell superficial en productos de hierro y acero-Método de prueba.
Declaratoria de vigencia publicada en el Diario
Oficial de la Federación el día 13 de junio de 1983.
NMX-Z-012/2-1987-SCFI Muestreo para la inspección por atributos -
Parte 2: Métodos de muestreo, tablas y gráficas. Declaratoria de vigencia
publicada en el Diario Oficial de la
Federación el día 28 de octubre de 1987.
3.
Definiciones
Para efectos de esta Norma, se establecen
las siguientes definiciones:
3.1
Cinta métrica de acero
Instrumento flexible y enrollable en
forma de tira plana o cóncava, larga, angosta y graduada, que sirve para medir
magnitudes lineales.
3.2
Flexómetros
Cinta métrica de acero, confinadas en
caja de plástico o metálica con rebobinado automático o manual, con alcance
máximo de medición de 10 m y gancho en el origen de la cinta.
3.3
Gancho
Pieza metálica en forma de escuadra de 90°
"L" o “T” remachada en el extremo del origen de la cinta, puede ser
fija o móvil.
4.
Clasificación
Para efectos de esta Norma, las cintas
métricas y flexómetros se clasifican en base a su longitud, en 2 tipos:
Tipo 1: Cinta
métrica flexible hasta de 10 m de longitud total, comúnmente denominados
flexómetros, pueden ser planas o cóncavas (ver figura 1) y subdividirse en los
siguientes subtipos:
Subtipo A: Cinta métrica para medir
interiores y exteriores
Subtipo B: Cinta métrica para medir
exteriores
Tipo 2: Cinta
métrica flexible de más de 10 m de longitud graduada, con argolla auxiliar de
operación en el extremo (ver figura 2) comúnmente son planas, de rebobinado
manual y denominadas cintas métricas largas.
5.
Especificaciones
5.1
Cintas métricas tipo 1
5.1.1
Gancho de la cinta
5.1.1.1
Subtipo A
El desplazamiento horizontal del gancho
móvil debe ser el espesor del material del gancho, el cual indica el cero del
origen por la parte interna para medir exteriores y por la parte externa para
medir interiores. Debe tener una exactitud en su desplazamiento de ± 0,1 mm a
los 10 cm del origen, comprobándose como se establece en 7.1.
5.1.1.2
Subtipo B
La medición se debe hacer desde el cero
del origen de la cinta métrica, partiendo del gancho fijo, que indica el inicio
de la medición en concordancia con el cero de la cinta métrica, comprobándose
como se establece en 7.1.
5.2
Exactitud de la cinta
Las líneas que indiquen las divisiones de
la cinta deben ser como máximo de 0,40 mm de ancho, perpendiculares al eje
longitudinal de la cinta, ser claras, exactas y resistentes al uso. La longitud
de las líneas deben ser variables en razón directa del valor mayor que limitan
las unidades con números de orden indicados con caracteres arábigos, por lo
menos para los decímetros y unidades mayores. Las cintas tipo 1 deben
subdividirse en milímetros en toda su extensión; las cintas tipo 2 deben
subdividirse por lo menos en decímetros y el primer decímetro subdividido en
milímetros. Tanto las tolerancias de longitud como la carga a que debe sujetarse
la cinta para medir su exactitud, se indican en la tabla 1, comprobándose como
se establece en 7.1.
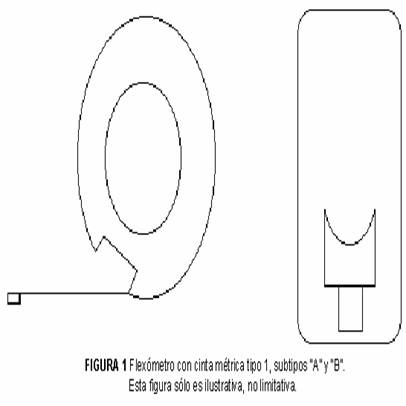

TABLA 1 Tolerancias en la longitud y cargas para
la exactitud de la cinta
L O N G I T U D C A R G A S
Nominal
(m) Tolerancias (mm) N (kgf)
0,5 ±
0,4 ---- ----
1,0 ±
0,5 ---- ----
2,0 ±
0,7 ---- ----
3,0 ±
0,9 ---- ----
4,0 ±
1,0 ---- ----
5,0 ±
1,2 ---- ----
8,0 ±
1,8 ---- ----
10,0 ±
2,2 44,14 4,5
15,0 ±
3,2 44,14 4,5
20,0 ±
4,2 44,14 4,5
25,0 ±
4,6 44,14 4,5
30,0 ±
5,0 44,14 4,5
40,0 ±
6,5 49,00 5,0
50,0 ±
7,0 58,80 6,0
5.3
Dimensiones
El ancho y espesor de las cintas métricas
se establecen en la tabla 2
TABLA 2 Dimensiones de las cintas
Dimensiones en
mm
Ancho
máximo de la Tolerancia
según el Espesores
cinta
métrica ancho de
la cinta de la cinta
Tipo
1 Tipo 2
40 ±
0,3 0,10 a 0,25 0,15 a 0,70
5.4
Resistencia a la
abrasión
Las marcas de graduación de las cintas no
deben desaparecer al dejar caer sobre una misma superficie de la cinta escogida
al azar 10 L de abrasivo en las cintas esmaltadas o 7 L de abrasivo en cintas
sin esmaltar. El abrasivo debe ser óxido de aluminio en polvo grado número 30.
Esta especificación se debe comprobar como se especifica en el inciso 7.2.
5.5
Adherencia
El recubrimiento de la cinta métrica debe
permanecer sin dañarse al ser sometido a la prueba de adherencia, especificada
en el inciso 7.3.
5.6
Rigidez
Para el tipo 1, la cinta métrica debe
conservar su rigidez por su propio peso, al ser sometida a la prueba
especificada en el inciso 7.4.
NOTA:
Esta prueba sólo es
aplicable a cintas métricas cóncavas.
5.7
Dureza
La dureza Rockwell superficial de las
cintas métricas de acero tipos 1 y 2 se establecen en la tabla 3, comprobándose
en la materia prima, conforme se especifica en el inciso 7.5.
TABLA 3 Dureza mínima para cintas tipos 1 y 2
Número
de dureza Rockwell Corresponde
a una resistencia
a
la tensión aproximada
15 N MPa (kgf/m2)
82 a 88 1390
a 2070 (140 a 211,14)
5.8
Impacto del gancho
El gancho del extremo de la cinta no debe
desprenderse al someterlo a un impacto de 0,49 Nm (0,05 kgf/m) durante 5 ciclos
comprobándose como se especifica en el inciso 7.6.
NOTA:
Esta prueba sólo es
aplicable a la cinta métrica del flexómetro.
5.9
Acabado
La cinta impresa debe ser barnizada o con
recubrimiento plástico transparente para que permita buena legibilidad de las
graduaciones. Las graduaciones deben estar sobre fondo color claro y los bordes
no deben tener rebabas.
Las cintas métricas, flexómetros y sus
accesorios deben estar construidas de materiales, que bajo condiciones normales
de uso, sean suficientemente estables, durables y resistentes a las influencias
del medio ambiente.
Las propiedades del material de acero usado
en la fabricación de cintas métricas debe satisfacer la siguiente condición:
- Las variaciones en longitud debidas a
diferencia de temperatura entre 285 K (12°C) y 301 K (28°C) no debe exceder los
errores máximos permitidos en las tolerancias de exactitud indicadas en la
tabla 1.
5.10
Unidades de medida y
temperatura de referencia
Las unidades de medida que se empleen
deben corresponder a las del Sistema General de Unidades de Medida, como lo
indica la Norma Oficial Mexicana NOM-008-SCFI (ver 2 referencias).
La temperatura de referencia debe ser 293
K (20°C).
5.11
Caída
El sistema de rebobinado de la cinta
métrica en el flexómetro debe operar correctamente después de ser sometido a la
prueba especificada en el inciso 7.7.
5.12
Controles metrológicos
Las cintas métricas y flexómetros que se encuentren dentro del campo de
la presente Norma deben obtener antes de su comercialización la aprobación de
modelo o prototipo.
6.
Muestreo
Cuando se requiera el muestreo para una
inspección, éste podrá ser establecido de común acuerdo entre productor y
comprador, recomendándose el uso de la Norma Mexicana NMX-Z-012/2 (ver 2
referencias). Para efectos oficiales el muestreo estará sujeto a las
disposiciones legales que expida la autoridad competente que efectuará la
inspección.
7.
Métodos de prueba
7.1
Prueba de exactitud
Esta prueba debe realizarse a la
temperatura de referencia indicada en 5.9 y 5.10 y debe ser aplicada a todas
las cintas métricas de acero y flexómetros.
7.1.1
Instrumentos y aparatos
- Regla
graduada con división mínima en milímetros en toda su longitud;
- Banco
de prueba;
- Lente
de aumento con escala incorporada, con un mínimo de 10X con resolución de 0,10
mm, y
- Equipo
de tensión, poleas embaladas, pesas calibradas.
Los instrumentos de medición antes
mencionados deben contar con dictámenes de calibración vigentes expedidos por
un laboratorio de calibración acreditado y, en su caso, aprobado.
7.1.2
Procedimiento
La exactitud de la cinta se determina
mediante comparación directa contra los patrones de longitud, aplicando la
tensión correspondiente indicada en la tabla 1.
7.1.3
Resultado
La cinta se considera aceptada si su
tolerancia cumple con lo indicado en la tabla 1.
7.2
Resistencia a la
abrasión
Esta prueba debe ser aplicada a todas las
cintas métricas de acero.
7.2.1
Material
Abrasivo de óxido de aluminio en polvo
grado número 30.
7.2.2
Aparato
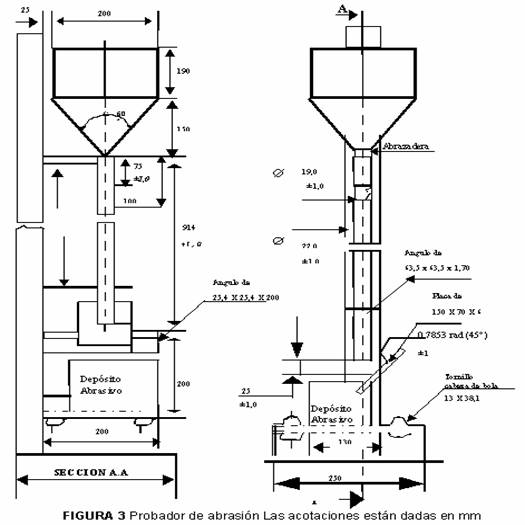
- Probador
de abrasión
El probador de abrasión se ilustra en la
figura 3.
El tubo guía debe estar firmemente
sostenido en una posición vertical sobre un recipiente adecuado, que debe tener
un soporte para sostener la muestra a un ángulo de 0,7853 rad (45°) con
relación a la vertical, de tal manera que el tubo se encuentre sobre el área de
abrasión y la distancia del tubo a la muestra, en su punto más cercano a 2,5
cm, medido en dirección vertical. La base del aparato debe tener tornillos de
ajuste para alinear el equipo a 7,5 cm; en la parte superior del tubo guía debe
hacerse una ranura para insertar un disco delgado de metal para iniciar y
detener el flujo del abrasivo. Debido a que la corriente de aire establecida a
través de la ranura interfiere con el flujo apropiado de abrasivo, debe
colocarse por encima del tubo guía y sobre la ranura, un collarín metálico de
1,27 cm; abajo de la ranura debe sujetarse una banda, de tal manera que sirva
de tope para el collarín cuando éste caiga sobre la ranura, después de retirar
el disco metálico para iniciar el flujo del abrasivo.
NOTA:
Ver figura 3 Probador de
abrasión.
7.2.3
Preparación del aparato
Se coloca una cantidad de abrasivo
mientras éste fluye a través del tubo, se alínea el aparato mediante los
tornillos de ajuste, de tal manera que la parte más densa de la corriente del
abrasivo caiga en el centro de la cinta al ser visto desde dos posiciones a
1,5706 rad (90°) entre sí.
Se miden 2000 ml ± 10 ml de abrasivo y se
colocan en el embudo; se determina el tiempo requerido para que el abrasivo
fluya a través del tubo; la velocidad del flujo debe ser 2 L en 22 ± 1 s.
7.2.4
Procedimiento
La prueba debe hacerse una vez terminado
el proceso de elaboración de la cinta. Se selecciona un área de la cinta con
graduaciones o marcas impresas, de tal manera que pueda ser colocada
apropiadamente en el aparato de prueba.
Se asegura que una de las áreas
seleccionadas de la muestra quede ubicada bajo el tubo guía; se miden 5 L de abrasivo
y se colocan en el embudo; se retira el disco metálico del tubo guía para que
el abrasivo vaya pasando a través del tubo; se observa la extensión de la
abrasión, se coloca nuevamente el disco; se regresa toda o una porción del
abrasivo al embudo; se mide y se registra la cantidad de abrasivo utilizado y
se continúa la operación, examinando el área de abrasión después de cada
operación o repetición del procedimiento.
7.2.5
Resultados
Después de la prueba, las graduaciones o
marcas impresas deben mantenerse visibles totalmente en toda su longitud.
7.3
Prueba de adherencia
Esta prueba debe ser aplicada a la
pintura o barniz de todas las cintas métricas de acero.
7.3.1
Principio y/o fundamento
El propósito de esta prueba es comprobar
la adherencia de los materiales de recubrimiento de la cinta.
7.3.2
Materiales
Cinta adhesiva transparente
7.3.3
Instrumentos y/o
aparatos
- Rallador
con punta de acero
- Escala
7.3.4
Procedimiento
Con un rallador (herramienta de trabajo
terminada en punta) se raya en cuadrícula, con divisiones de 3 mm de
separación, una longitud de 75 mm de la cinta a probar, rompiendo el esmalte
hasta llegar al acero, se pega la cinta adhesiva en la sección cuadriculada,
asegurándose que quede adherida en toda su longitud y separarla rápidamente.
7.3.5
Resultados
No deben desprenderse ninguno de los
materiales empleados en el recubrimiento de la cinta métrica.
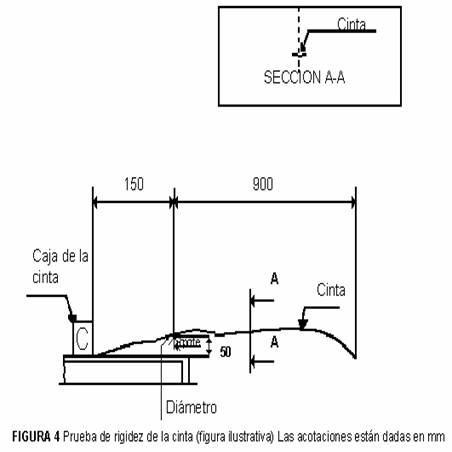
7.4
Prueba de rigidez para
cintas tipo 1, subtipos “A” y “B”.
Esta prueba debe ser aplicada a las
cintas métricas que sean cóncavas.
7.4.1
Aparato
Soporte con punta redondeada con diámetro
máximo de 6 mm y 5 cm de altura.
El soporte con punta redondeada se
ilustra en la figura 4.
NOTA:
Ver figura 4 Prueba de
rigidez de la cinta métrica.
7.4.2
Procedimiento
Colóquese la cinta como se muestra en la
figura 4 y deslícela sobre el soporte una longitud de 90 cm con respecto a
éste.
7.4.3
Resultados
La cinta debe mostrar la continuidad de
su impresión en toda su longitud, sin doblarse, aunque exista pandeo.
7.5
Prueba de dureza
Esta prueba debe ser aplicada a todas las
cintas métricas de acero.
La dureza especificada en el inciso 5.7
se debe comprobar con el método establecido en la Norma Mexicana NMX-B-119 (ver
2 referencias).
7.6
Prueba de impacto al
gancho
Esta prueba sólo debe aplicarse a las
cintas métricas tipo 1 subtipos “A” y “B”.
7.6.1
Instrumentos y aparatos
- Pesa
de 100 g ± 1 g,
- Dispositivo
de pruebas
7.6.2
Procedimiento
Con la cinta fija a una altura de 0,5 m
se deja caer la pesa de manera que el gancho reciba el impacto cuidando que la
pesa no interfiera con los remaches que sujetan el gancho. Esta operación se
debe realizar 5 veces como mínimo.
7.6.3
Resultados
El gancho no debe desprenderse ni
deformarse.
7.7
Prueba de caída
Esta prueba es aplicable a flexómetros y
cintas métricas largas.
7.7.1
Instrumentos
- Base de concreto;
- Cinta métrica y/o regla graduada y/o
flexómetro.
7.7.2
Procedimiento
La muestra se debe dejar caer 3 veces
sobre una superficie de concreto desde una altura de 120 cm, debiendo caer la
caja por una de sus aristas, verificando que el mecanismo de rebobinado opera
satisfactoriamente.
7.7.3
Resultado
La muestra no debe presentar roturas en
la caja ni deformarse en ninguna de sus partes, así como verificar que su
funcionamiento sea adecuado.
8.
Marcado, etiquetado, envase y embalaje
Las leyendas descritas en este inciso
aplican a cintas métricas, flexómetros y cintas largas.
8.1
Marcado de la cinta (Nota, este numeral se modificará el 13 de enero de 2002)
En la parte graduada de la cinta deben
imprimirse en forma clara y permanente, como mínimo, los siguientes datos:
- Nombre o símbolo del fabricante;
- Unidades de medida conforme a la
NOM-008-SCFI (ver 2 referencias);
- Número de unidades con caracteres arábigos;
- La leyenda "HECHO EN MEXICO" para
cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros de
importación;
- Tipo, y
- Aprobación de modelo o prototipo.
8.1
Marcado de la cinta. (Nota,
este numeral entrará en vigor el 14 de enero de 2002)
En la parte
graduada de la cinta deben imprimirse en forma clara y permanente como mínimo
los siguientes datos:
- Nombre o símbolo del fabricante,
importador o comercializador;
- Unidades de medida conforme a la
NOM-008-SCFI (ver 2 Referencias);
- Número de unidades con caracteres
arábigos;
- La leyenda "HECHO EN MEXICO"
para cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros
de importación;
- Tipo, y
- Aprobación de Modelo o Prototipo."
8.2
Marcado o etiquetado de
la cubierta (Nota, este numeral se modificará el 13 de enero de
2002)
En el marcado o etiquetado de la cubierta
del flexómetro y/o dispositivos de enrollado de cintas largas deben imprimirse
como mínimo los siguientes datos:
- Longitud máxima de la cinta métrica;
- Nombre o símbolo del fabricante o
importador;
- Modelo;
- La leyenda "HECHO EN MEXICO" para
cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros de
importación.
8.2 Marcado o
etiquetado de la cubierta. (Nota,
este numeral entrará en vigor el 14 de enero de 2002)
En el marcado
o etiquetado de la cubierta del flexómetro y/o dispositivos de enrollado de
cintas largas deben imprimirse como mínimo los siguientes datos:
- Longitud máxima de la cinta métrica;
- Nombre o símbolo del fabricante,
importador o comercializador;
- Modelo;
- La leyenda "HECHO EN MEXICO"
para cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros
de importación."
8.3
Envase(Nota, este numeral se modificará el 13 de enero de 2002)
En el envase del producto terminado como
mínimo deben marcarse los siguientes datos:
- Nombre
o símbolo del fabricante o importador;
- Modelo.
8.3 Envase (Nota, este numeral entrará en vigor el
14 de enero de 2002)
En el envase
del producto terminado como mínimo deben marcarse los siguientes datos:
- Nombre o símbolo del fabricante,
importador o comercializador;
- Modelo."
8.4
Embalaje (Nota, este numeral se modificará el 13 de enero de 2002)
Las cintas métricas y flexómetros
envasadas deben embalarse en cajas que aseguren su manejo, almacenamiento,
transporte y protección contra la corrosión e indicar en el embalaje como
mínimo, los siguientes datos:
- Nombre o símbolo del fabricante;
- Número de piezas que contiene;
- Modelo;
- Domicilio del fabricante o comercializador,
y
- La leyenda "HECHO EN MEXICO" para
cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros de
importación.
8.4 Embalaje (Nota, este numeral entrará en vigor el
14 de enero de 2002)
Las cintas
métricas y flexómetros envasadas deben embalarse en cajas que aseguren su
manejo, almacenamiento, transporte y protección contra la corrosión e indicar
en el embalaje como mínimo,
los siguientes datos:
- Nombre o símbolo del fabricante,
importador o comercializador;
- Número de piezas que contiene;
- Modelo;
- Domicilio del fabricante, importador o
comercializador, y
- La leyenda "HECHO EN MEXICO"
para cintas métricas de acero y flexómetros de fabricación nacional o bien, la
indicación del país de origen, si son cintas métricas de acero y flexómetros
de importación."
NOTA:
1 Las cintas métricas y
los flexómetros de importación deben tener marcada una leyenda que permita
identificar la empresa importadora responsable.
9. Bibliografía
Organisation
International de Métrologie Légale (OIML), International Recomendation No. 35
Material Measures of Lenght for General Use.
10.
Vigilancia
El cumplimiento de la presente Norma será
vigilado por la Secretaría de Comercio y Fomento Industrial y la Procuraduría
Federal del Consumidor, en el ámbito de sus respectivas competencias.
11.
Concordancia con normas internacionales
Esta Norma concuerda con las características
metrológicas del lineamiento internacional número 35 de la Organización
Internacional de Metrología Legal (OIML).